关键词 |
柔性攻丝刀柄,镗刀倒角,倒圆角刀,柔性刀柄 |
面向地区 |
规格(直径*全长) |
50~150mm |
|
材质 |
高速钢 |
是否进口 |
是 |
是否涂层 |
是 |
适用机床 |
多款供选 |
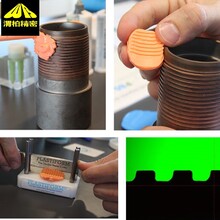
AKS机器人浮动去毛刺倒角刀柄简介:
FDT PNE X36机器人浮动去毛刺倒角刀柄 由含油压缩气体驱动,该工具为去除不规则轮廓毛刺而设计。
FDT SXO 是一款去除机械加工过程中产生的不平整轮廓(边缘)毛刺的浮动刀具,它能在工件的实际轮廓和程序间自动补偿。
AKS浮动去毛刺倒角刀工作参数
1.主轴速度:
我们推荐转速5000rpm
高转速8000rpm
(请根据机床商提供的机床高转速决定)
2.进给量
推荐进给值:F=3000mm/min
进给值在加工过程中保持一致,否则会导致倒角大小不一致。轮廓的程序编制的时候
尽可能的让刀具接近拐角,这样才能去掉拐角毛刺。
3.侧向压力
在使用浮动去毛刺倒角刀的时候我们建议把侧向压力设置为5mm左右,如果切削头不能平稳加工(比如:切削头跳动或者切削不到)说明接触的压力太低,要加大。压入量直接影响倒角去毛刺的厚度,通常情况下压入量越多,倒角越大。
AKS去毛刺过程中的侧面偏移量(压入量):
确保在加工过程中,刀具始终有一个相对于工件轮廓的预偏移量(预紧量)1-3mm。
AKS浮动去毛刺倒角刀常见问题:
过度倒角:
1,增加进给
2,减小侧向压入量(过小的侧向压入量会导致刀具跳动从而损伤工件和刀具及机床)
AKS机器人用浮动倒角去毛刺刀柄:
随着机器人的普及,很多去毛刺的工作交由机器人完成,同样在机器人去除轮廓毛刺的过程中,也会因为铸造误差产生倒角大小不一致或者倒不到角的问题。
| 主营行业:测量仪器 |
| 公司主营:传感器,电子传感器,压力传感器,电气传感器 |
| 采购产品:传感器 |
| 主营地区:陕西西安 |
| 企业类型:有限责任公司(自然人投资或控股) |
| 注册资金:人民币3000000万 |
| 公司成立时间:2016-03-24 |
| 经营模式:生产+贸易型 |
| 最近年检时间:2017年 |
| 登记机关:西安市工商行政管理局灞桥分局 |
| 经营范围:机电设备、五金交化、仪器仪表、工业材料、计算机硬件及配件、通信设备、电子产品的销售;货物与技术的进出口业务。(依法须经批准的项目,经相关部门批准后方可开展经营活动) |
| 公司邮编:710000 |
| 公司电话:029-83321180 |
| 公司传真:029-83321180 |
长沙本地浮动去毛刺倒角刀柄热销信息