分析时间30秒分析误差3%镀层范围0.005~50微米元素范围从硫到铀
软件界面
人性化的软件界面,让操作变得更加便捷。
曲线的中文备注,让您的操作更易上手。
仪器硬件功能的实时监控,让您的使用更加放心。
金属测厚仪使用注意事项
超声波测厚仪是根据超声波脉冲反射原理来进行厚度测量的,当探头发射的超声波脉冲通过被测物体到达材料分界面时,脉冲被反射回探头通过测量超声波在材料中传播的时间来确定被测材料的厚度。
凡能使超声波以一恒定速度在其内部传播的各种材料均可采用此原理测量,如金属类、塑料类、陶瓷类、玻璃类。可以对各种板材和加工零件作测量,另一重要方面是可以对生产设备中各种管道和压力容器进行监测,监测它们在使用过程中受腐蚀后的减薄程度。广泛应用于石油、化工、冶金、造船、、航各个领域。
1)工件表面粗糙度过大,造成探头与接触面耦合效果差,反射回波低,甚至无法接收到回波。对于表面锈蚀,耦合效果极差的在役设备、管道等可通过砂、磨、挫等方法对表面进行处理,降低粗糙度,同时也可以将氧化物及油漆层去掉,露出金属,使探头与被检物通过耦合剂能达到很好的耦合效果。
(2)工件曲率半径太小,尤其是小径管测厚时,因常用探头表面为平面,与曲面接触为点接触或线接触,声强透射率低(耦合不好)。可选用小管径探头(6mm),能较的测量管道等曲面材料。
(3)检测面与底面不平行,声波遇到底面产生散射,探头无法接受到底波。
(4)铸件、奥氏体钢因组织不均匀或晶粒粗大,超声波在其中穿过时产生严重的散射衰减,被散射的超声波沿着复杂的路径传播,有可能使回波湮没,造成不显示。可选用频率较低的粗晶探头(2.5MHz)。
(5)探头接触面有一定磨损。常用测厚探头表面为丙烯树脂,长期使用会使其表面粗糙度增加,导致灵敏度下降,从而造成显示不正确。可选用500#砂纸打磨,使其平滑并平行度。如仍不稳定,则考虑更换探头。
(6)被测物背面有大量腐蚀坑。由于被测物另一面有锈斑、腐蚀凹坑,造成声波衰减,导致读数无规则变化,在极端情况下甚至无读数。
(7)被测物体(如管道)内有沉积物,当沉积物与工件声阻抗相差不大时,测厚仪显示值为壁厚加沉积物厚度。
(8)当材料内部存在缺陷(如夹杂、夹层等)时,显示值约为公称厚度的70%,此时可用超声波探伤仪或者带波形显示的测厚仪进一步进行缺陷检测。
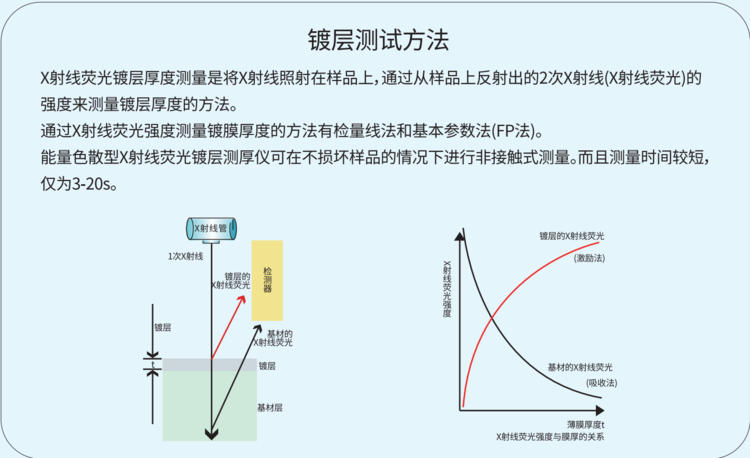
镀层厚度的测量方法主要有:楔切法,光截法,电解法,厚度差测量法,称重法,X射线荧光法,β射线反向散射法,电容法、磁性测量法及涡流测量法等等。这些方法中种是有损检测,测量手段繁琐,速度慢,多适用于抽样检验。
镀层测厚仪在使用前为减少测量的误差,可以进行简单的调零。用附送的铝或者铁调零板调零即可。调零方法:
1、将探头垂直按压在调零板中间的位置,保持探头的稳定。
2、按下按键,屏幕会提示压紧探头,再根据提示把探头提起15cm以上。
3、屏幕显示0.0则调零完毕。
4、完成后,可以把有标准值的测试片放在调零板上测量。测量的数值与标准测试片的误差范围之内,则说明仪器可以正常使用了。
镀层测厚仪有两种开机使用方法。一种是探头在测试过程中自动触发开机,并且直接显示出测量结果。这是因为采用了数字探头,非常的灵敏,会自动识别出测量基材,并且快速自动转换。
还有一种是按键开机。开机仪器会显示探头型号,两种不同量程的探头可供客户选择。

镀层测厚仪特点
实用特点一:0.5秒就可以快速无损测量出涂层以及镀层的厚度。并且自动识别测量的基材。
实用特点二:市面上的镀层测厚仪,在使用时都是需要校准的,但林上的镀层测厚仪LS223,无需校准,只需凋零,仪器调零完毕后即可开始测量。
实用特点三:仪器只有一个按键,省去繁琐操作,测量更加的简单。
实用特点四:测头采用真正的红宝石,非常的耐磨和耐腐蚀,可以镀层测厚仪LS223长久有效的使用。
实用特点五:探头采用了的数字探头,这种探头不容易收到干扰,而且还提供优良的测试精度,即使温度变化也不受影响。
实用特点六:有F3N3探头和F5N3探头可选择F5N3探头的量程范围是5mm,F3N3探头的量程范围是3mm。铁铝两用,特别适用于大厚度的涂层检测。