

关键词 |
遂宁连杆锻造,张家港连杆锻造,个旧连杆锻造,赤壁连杆锻造 |
面向地区 |
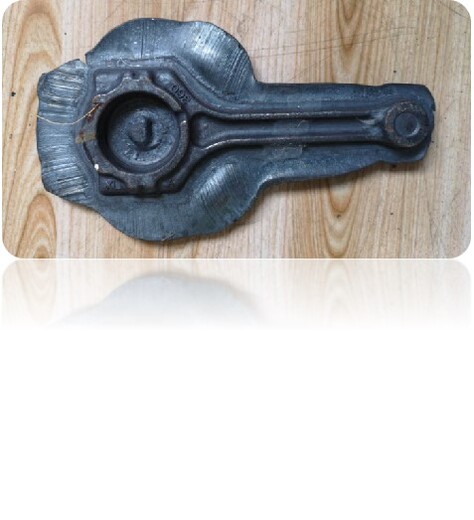
用锻造工艺制造汽车发动机的连杆和曲柄连杆机构。由于连杆的金属体积沿轴线呈大头、杆身、小头分布,因此,一般连杆在锻造成形时要行制坯,通常采用拔长、滚挤等工步预分金属。又由于连杆的杆身多采用“工字形”的截面,为了避免因金属流动不合理出现折叠等锻造缺陷,同时也为了有利于锻件充满及模具寿命的提高等因素,连杆模锻成形时一般采用预锻、终锻两个工步。由于连杆锻件在切边、热处理及清理时易出现翘曲、端面不平等缺陷,为了连杆锻件较高的形位公差及重量公差,一般在清理工序后进行冷校正及冷精压等工序。由于零件的重要性,连杆锻件一般要进行探伤检测。
在模锻锤上锻造成形零件时,一般采用整体模具多模膛模锻(拔长、滚挤、预锻、终锻等)。在热模锻压力机上锻造成形零件时,要先在辊锻机或其他设备上进行拔长、滚挤等制坯工步,然后在热模锻压力机上进行预锻及终锻。由于摩擦压力机不适合多模膛模锻,因此锻造成形零件时也要先在其他设备上进行制坯工步,预锻及终锻时一般也需要分别在两台设备上完成。连杆冷校正一般在摩擦压力机或液压机上进行。连杆冷精压一般在精压机、液压机或摩擦压力机上进行。
锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法,锻压(锻造与冲压)的两大组成部分之一。通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件。相关机械中负载高、工作条件严峻的重要零件,除形状较简单的可用轧制的板材、型材或焊接件外,多采用锻件。
自由锻。或在锻造设备的上、下砧铁之间直接对坯料施加外力,使坯料产生变形而获得所需的几何形状及内部质量的锻件的加工方法。 采用自由锻方法生产的锻件称为 自由锻件。自由锻都是以生产批量不大的锻件为主,采用锻锤、液压机等锻造设备对坯料进行成形加工,获得合格锻件。 自由锻的基本工序包括镦粗、拔长、冲孔、切割、弯曲、扭转、错移及锻接等。自由锻采取的都是热锻方式。
经压制和烧结成的粉末冶金预制坯,在热态下经无飞边模锻可制成粉末锻件。锻件粉末接近于一般模锻件的密度,具有良好的机械性能,并且精度高,可减少后续的切削加工。粉末锻件内部组织均匀,没有偏析,可用于制造小型齿轮等工件。但粉末的价格远一般棒材的价格,在生产中的应用受到一定限制。
与铸件相比,金属经过锻造加工后能改善其组织结构和力学性能。铸造组织经过锻造方法热加工变形后由于金属的变形和再结晶,使原来的粗大枝晶和柱状晶粒变为晶粒较细、大小均匀的等轴再结晶组织,使钢锭内原有的偏析、疏松、气孔、夹渣等压实和焊合,其组织变得更加紧密,提高了金属的塑性和力学性能。
| 主营行业:智能机器人 |
| 公司主营:搬运机器人,点焊机器人,机器人防护服,机器人快换 |
| 主营地区:四川省成都市成华区双林北横路 |
| 企业类型:其他有限责任公司 |
| 公司成立时间:2010-01-01 |
| 员工人数:5 - 10 人 |
| 研发部门人数:5 - 10 人 |
| 经营模式:生产型 |
| 经营期限:1949-01-01 至 2029-01-01 |
| 最近年检时间:2019年 |
| 年营业额:人民币 10 万元/年以下 |
| 年出口额:人民币 10 万元/年以下 |
| 年进口额:人民币 10 万元/年以下 |
| 是否提供OEM:否 |
| 公司邮编:610000 |