关键词 |
四川正规激光切割,激光切割结构,重庆激光切割,激光切割规格 |
面向地区 |
壁厚 |
支持定制 mm |
|
密度 |
来电咨询 |
颜色 |
单色 |
拉伸强度 |
来电咨询 Mpa |
长度 |
支持定制 m |
类型 |
不锈钢无缝管 |
材质 |
304 |
加工工艺 |
激光切割 |
品名 |
钢管 |
激光切割技术具有以下优点:
,精度高:定位精度0.05mm,重复定位精度0.02mm。
第二,切缝窄:激光束聚焦成很小的光点,使焦点处达到很高的功率密度,材料很陕加热至气化程度,蒸发形成孔洞。随着光束与材料相对线性移动,使孔洞连续形成宽度很窄的切缝。切口宽度一般为0.10-0.20ram。
第三,切割面光滑:切割面无毛刺,切口表面粗糙度一般控制在Ral2.5;A内。
第四,速度快:切割速度可达lOm/min,大定位速度可达70m/min,比线切割的速度快很多。
第五,切割质量好:无接触切割,切边受热影响很小,基本没有工件热变形,完全避免材料冲剪时形成的塌边,切缝一般不需要二次加工。
第六,不损伤工件:激光切割头不会与材料表面相接触,不划伤工件。
第七,不受被切材料的硬度影响:激光可以对钢板、不锈钢、铝合金板、硬质合金等进行加工,不管什么样的硬度,都可以进行无变形切割。
第八,不受工件外形的影响:激光加工柔性好,可以加工任意图形,可以切割管材及其他异型材。
第九,可以对非金属进行切割加工:如塑料、木材、PVC、皮革、纺织品和有机玻璃等。
第十,节约模具投资:激光加工不需模具,没有模具消耗,无须修理模具,节约更换模具时间,从而节省了加工费用,降低了生产成本,尤其适合大件产品的加工。
十一,节省材料:采用电脑编程,可以把不同外形的产品进行整张板材料套裁,大限度地提高材料的利用率。
十二,缩短了新产品制造周期:新产品试制,数量小,结构不确定、随时会改动‘,根本不能出模具,激光切割机大大缩短了新产品制造周期,减少了模具投入。
激光管被认为是激光切割机的重要部位。因为它比较容易损坏,如果进行长期连续使用的话,要注意进行维修保养,否则有可能会使激光管停止工作。
在操作要领中,比较重要的就是要熟练地对激光管进行定期维护。与此同时,还需要检查切割机的轨道直线度以及机床的平整度,如果发现异常情况要及时采取相应地措施,如果不进行及时地操作,会导致工件的切割误差值越来越大,甚至会对切割的质量造成不好的影响,减缓切割速度。
激光熔化切割是用激光加热使金属材料熔化,然后通过与光束同轴的喷嘴喷吹非氧化气体(N2、Air等)依靠气体的强大压力使液态金属排除,形成割缝。
激光熔化切割主要用于一些不易氧化的材料或活性金属的切割,如不锈钢、钛、铝及其合金等。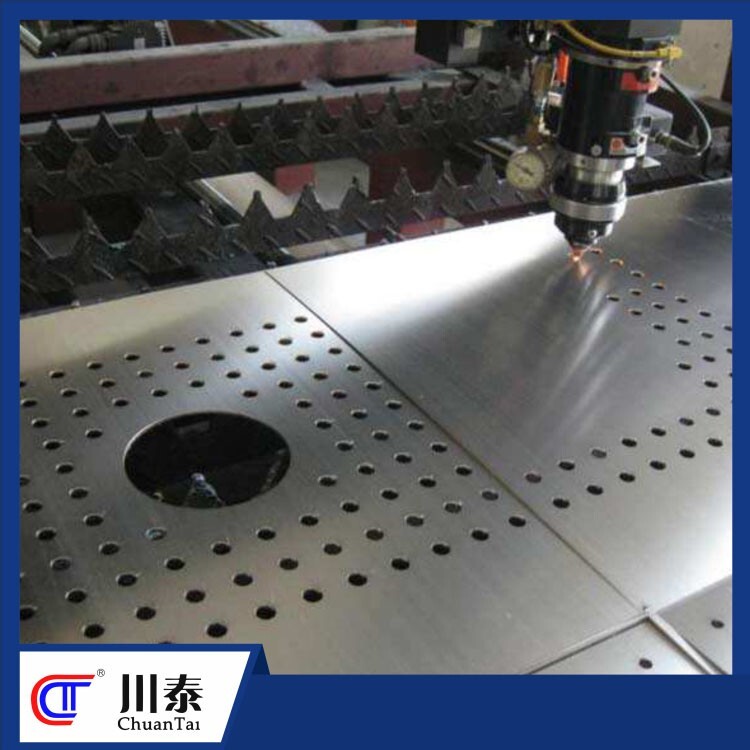
激光氧气切割原理类似于氧乙炔切割 ,它是用激光作为预热热源,用氧气等活性气体作为切割气体。喷出的气体一方面与金属作用,发生氧化反应,放出大量的氧化热;另一方面把熔融的氧化物与熔化物从反应区吹出,在金属中形成切口。
激光氧气切割主要用于碳钢等易氧化的金属材料。也可用于不锈钢等材料的加工,但断面发黑且粗糙,其成本低于惰性气体切割。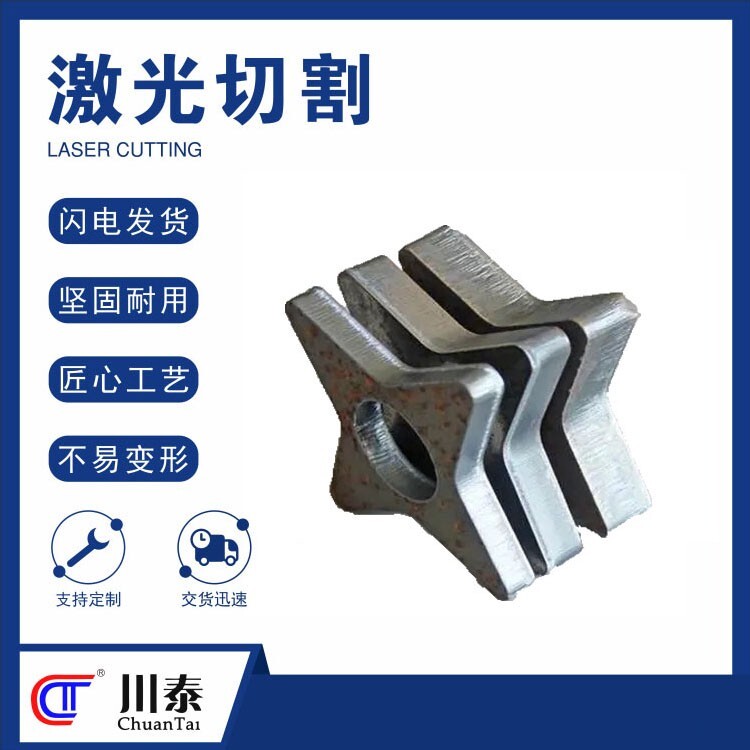
激光熔化和切割在激光熔化和切割期间,金属材料通过激光加热熔化,然后通过与光束同轴的喷嘴喷射非氧化性气体(Ar,He,N等),液体金属被气体的强大压力排出,形成切口。激光熔化和切割不需要完全汽化金属,所需能量仅为汽化切割能量的1/10。激光熔化切割主要用于切割一些不易氧化的材料或活性金属,例如不锈钢,钛,铝及其合金。
激光氧气切割激光氧气切割的原理类似于氧乙炔切割。它使用激光作为预热热源,并使用诸如氧气的活性气体作为切割气体。一方面,吹入的气体与切削金属反应产生氧化反应,释放出大量的氧化热。另一方面,熔融的氧化物和熔体被吹出反应区以在金属上形成切口。由于切割过程中的氧化反应会产生大量热量,因此激光氧气切割所需的能量仅为熔融切割的1/2,并且切割速度比激光汽化切割和熔融切割快得多。激光氧气切割主要用于易氧化的金属材料,例如碳钢,钛钢和热处理钢。
| 主营行业:阀门配件 |
| 公司主营:成都防水套管,成都金属加工,阀门管件,管件加工 |
| 主营地区:四川成都 |
| 企业类型:有限责任公司(自然人独资) |
| 注册资金:人民币6800000万 |
| 公司成立时间:2015-10-19 |
| 经营模式:生产+贸易型 |
| 最近年检时间:2015年 |
| 登记机关:金牛区市场和质量监督管理局 |
| 经营范围:生产、加工(限分支机构另择经营场地经营)、批发、零售:阀门、管件、五金产品、建材、钢材、消防器材、塑料制品、金属材料、金属制品。 |
| 公司邮编:610000 |
| 公司电话:028-86475232 |