关键词 |
Poliangolar六方钻,意大利Poliangolar,Poliangolar四方钻,Poliangolar拉刀 |
面向地区 |
用途 |
金属切削 |
|
加工定制 |
是 |
是否标准件 |
标准件 |
是否涂层 |
涂层 |
是否库存 |
库存 |
是否批发 |
批发 |
样品或现货 |
现货 |
适用机床 |
多款供选 |
材质 |
高速钢 |
意大利Poliangolar旋转拉刀常见加工问题:
Poliangolar旋转拉刀可以加工材料
除了标准高速钢生产外,我们还可以提供适合拉削非常耐磨的材料(大 28/30 HRC)的烧结+涂层工
具。
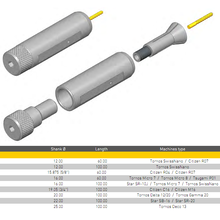
Poliangolar旋转拉刀加工前钻孔的正确预孔尺寸是多少?
对于六边形,建议预钻孔比内切直径多5%。示例:六边形 10-预孔
10.5.
对于绘画,我们建议多 10%。
Poliangolar旋转拉刀使用哪种润滑油?
优选切削油,但也可以使用乳油。

意大利Poliangolar旋转拉刀技术支持
提供了使用摆式拉削成功创建各种多边形(内部槽和外部轮廓)的一些基本规则和注意事项,这需要使用两个组件:拉削装置(刀架)和“工具(拉刀)” 。
摆拉削工艺可以在任何机床上进行,无论是传统机床(手动车床)还是 CNC 数控机床。
区别是,在车床上,Poliangolar 装置是静止的,待加工的工件旋转,反之亦然,在加工中心和铣床上,该装置在机床主轴中旋转,而工件是静止的。
意大利Poliangolar旋转拉刀加工外键槽制备指南
预车削直径
对于外拉削,需要预车削工件直径。
预车削直径小于拉刀的大直径。
建议将工件的直径车削至尽可能小的直径,以便刀具不必去除较大直径上的材料。
预车削中材料去除量的增加将降低拉削压力并延长刀具寿命。
预车削深度
工件底部的倒角或退刀槽会使切屑容易折断。
保护工具免受磨损的磨刀类型
为了避免或补救由于材料的阻力而可能导致的边缘断裂/碎裂,可以如下图所示对工具进行锐化。
涂层:
在重型加工的情况下,使用具有特定涂层(在大多数情况下 TIN-PVD)的刀具可能会起作用。
建议使用涂层,因为工具对加工产生的热量和磨损具有特殊的抵抗力,从而延长其使用寿命。
借助 TIN-PVD 涂层,可以减少磨损和咬合倾向,并在加工过程中发挥不粘效果。它适用于软材料,例如合金和铝。

意大利Poliangolar旋转拉刀使用注意事项:
刀具边缘破损或崩刃的常见原因是:
与待加工工件的同轴度不,在这种情况下,工具在穿透预孔时不会损坏,但在随后的返回阶段,当弯曲动作由于不的对中而停止时。
良好的做法是在工件和刀具接触的初始阶段将转速设置在 50 到 100 rpm 之间(前进可以保持在加工速率),直到拉刀的周边完全进入工件:对于 10 毫米的六边形,0.5 毫米的深度就足够了。然后您可以将汽车调至推荐的转速。
当不使用拖杆时拧紧该过程:在这种情况下,在返回阶段也会发生破损,因为边缘与过程开始时的位置不同。
加工方形槽时,重要的是要记住,要去除的材料量是六角形槽的两倍,因此刀具工作量很高,因此这些工艺通常需要非常坚固和强大的机器。
如果可能,尤其是超出 20 平方毫米时,应采取一些预防措施:
预孔尽可能大;
如果方形截面有四个完整的平面,可以先在四个角对应的小孔上再在中央预孔,以减少去除的材料量;
如果可能,可以对边缘进行平滑处理,以去除工具脆弱点的锋利边缘。通过这种方式,可以消除大部分材料,并且可以在更短的时间内进行采石,并获得更好的光洁度。
当然,同样的考虑因素也适用于大六角形槽(通常超过 32 毫米)的加工。
考虑到前面所写的内容,可以加工任何多边形槽,例如星形槽、凹槽槽或渐开线槽等...只要要去除的材料数量在机器或加工时间允许的范围内。
所有用于标准或特殊槽的 Poliangolar 工具均可提供两种类型的涂层,具体取决于要执行的加工。
Poliangolar冲头、四方冲头、六方冲头
Poliangolar标准冲头的设计与生产
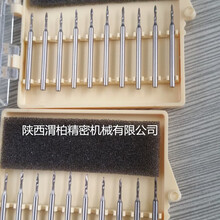
Poliangolar 设计了全系列拉削刀具,能够获得和出色精加工的六角形、方形和梅花形槽。
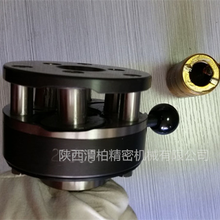
安装在我们发明的 Poliangolar 设备上,通过拉削系统,我们的工具只需一次操作即可获得轮廓,从而提高处理速度和执行质量。
我们的工具始终备有库存,均采用高速钢材料制成。
对于重型作业,它们可采用 TIN-PVD 涂层或用于加工磨料和高硬度材料,相反,我们提供的“POLY”涂层,特别适合加工不锈钢。
意大利Poliangolar冲头、四方冲头、六方冲头常见问题解决方案:
1.机床报警或停止。
可能的原因
夹具相对于工件偏心安装;
切屑堆积过多。
确保机床居中;
为了减少切屑堆积:
对于内拉削增加预孔;
对于外拉削,减小预车削直径。
2. 拉刀滑落可能的原因
拉刀在初次接触工件表面时会弹起。
在工件与拉刀次接触期间,将速度降低至 50-100 RPM(进给量相同)。当拉刀完全进入工件后,将速度调至工作速度。评估拉削后留出一些余量并去除余量的可能性。
3.拉削拧紧/加工拧紧深度可能的原因
切屑堆积过多。
为了减少切屑堆积:
对于内拉削增加预孔;
对于外拉削,减小预车削直径。
为了防止螺纹加工,请使用方向杆。
如果无法,请增加进度。
| 主营行业:传动件 |
| 公司主营:传感器,电子传感器,压力传感器,电气传感器 |
| 采购产品:传感器 |
| 主营地区:陕西西安 |
| 企业类型:有限责任公司(自然人投资或控股) |
| 注册资金:人民币3000000万 |
| 公司成立时间:2016-03-24 |
| 经营模式:生产型 |
| 最近年检时间:2017年 |
| 登记机关:西安市工商行政管理局灞桥分局 |
| 经营范围:机电设备、五金交化、仪器仪表、工业材料、计算机硬件及配件、通信设备、电子产品的销售;货物与技术的进出口业务。(依法须经批准的项目,经相关部门批准后方可开展经营活动) |
| 公司邮编:710000 |
| 公司电话:029-83321180 |
| 公司传真:029-83321180 |
长沙本地Poliangolar旋转拉刀热销信息